How do we know how much alcohol is in beer? The chemistry of alcohol production was worked out by German chemists Karl Balling, Adolf Brix and Fritz Plato in the 19th century.
Yeast converts simple sugars roughly evenly into ethanol and carbon dioxide (More precisely, 2.0665g sugar yields 1g ethanol, 0.9565g CO2 and 0.11g yeast).
But we never measure sugar or alcohol directly, which would be too involved. Instead the sugar or alcohol content is inferred from the beer’s density. But this causes its own problems.
Density is the ratio of the mass of a substance to its volume. It is not a fixed thing and varies with atmospheric conditions like temperature and pressure. Typically the warmer something is, the greater its volume and the lower its density. As a further complication, the densities of different substances change with changes in temperature at different rates. The density of ethanol is more “elastic” than the density of water. Increasing the temperature from 20˚C to 21˚C decreases the density of water by 0.00021g/ml but decreases the density of ethanol by four times as much (0.00085g/ml). *
In practice this means all brewery density measurements have to be taken at a set temperature, nowadays 20˚C, or brewers must cross-reference actual measurements with correction tables to find a corrected value.
How do changes in a beer’s density over the course of its production reflect its alcohol content? If we know how much sugar is consumed, we can use Balling’s work mentioned above to determine how much alcohol is present. Comparing the density of wort before fermentation with the density of beer after fermentation, we can use the drop in density as an indication of how much sugar was converted into alcohol by yeast. But ethanol itself has a significantly lower density than water so the raw density drop doesn’t actually tell the whole story. It overstates how much sugar has actually been converted. Strictly, to find the real residual extract (or ‘final gravity’) of a beer, it is necessary to remove and replace the alcohol from the sample with pure water and measure the density of what’s left.
Laboratory distillation apparatus.
In Ireland, the official method for the determination of alcohol is given in part four of Alcohol Products Tax Regulations 2004 (S.I. No. 379/2004).** ABV is determined by distilling off the alcohol from a precisely determined volume of beer at 20˚C and then making the distillate up to the original volume at 20˚C and determining the density of the alcohol/water mixture thus obtained (e.g. using an alcohol hydrometer or simply weighing the sample), and then cross-referencing that density with a book of alcohol-water tables.
UK revenue formula makes more concessions to the technical limitations of microbrewers and uses drop in specific gravity as measured by a calibrated hydrometer to determine ABV. ABV is change in specific gravity multiplied by a factor that depends on the size of the drop. It’s an empirical correlation judged to be close enough for practical purposes and easy for microbreweries to implement. One problem with this method is that it’s useless if the beer needs to be diluted after fermentation. Dilution with water lowers the density but by that very fact increases the gravity drop, leading the simple formula to yield an increased ABV!
All in all, it can be seen that determination of ABV is not a simple matter. To close with one further illustration of this. Molecular interactions make alcohol-water mixtures tricky in another way: 50ml of water and 50ml of alcohol do not add together to give 100ml of mixture but actually only 96.4ml! Paradoxically, in other words, the component percentages of alcohol water mixtures don’t sum to 100. In view of all this, perhaps ABV is not the best basis to tax and regulate alcohol concentration in alcoholic beverages but that’s a topic for another occasion.
*Manual of Weighing Applications, part 1. Density. Sartorius.
Why is wine about twice to three times as alcoholic as beer?
Ultimately the amount of alcohol in a fermented beverage is determined by the starting amount of sugar. In wine-making this is a matter of how much sugar is in the grapes. The grapes are pressed to make juice and the juice is fermented to make wine. Simple. The winemaker doesn’t really have much influence over the sugar content of the original juice. Grapes contain as much as 28% sugar by weight, but more usually around 24%. The grapes themselves contain everything necessary to make wine: a powdery coating of yeast, sugar, and water content. Things stand otherwise with beer.
barley starting to sprout
There is no sugar in barley. Beer is made from starchy cereal grains, so the first step in beer making is mixing ground malted barley with water and converting the starches into sugars with the help of enzymes in the malt. But in this case there is something more like a choice on the part of the brewer how much sugar to start off with. About half of the weight of malt is starch that can be converted into fermentable sugars. So, to a degree, the brewer can determine the sugar concentration by deciding how much water to mix with the ground malt.
But it’s not as simple as it sounds for two reasons. First, the sugary liquid needs to be separated from the malt husks and second the process of dissolving and converting the starch dissolves other stuff as well.
The husks are dry, having been dried by the maltster to arrest germination and prevent the starch reserves being broken down and used to grow new barley plants! When mixed into the mash, the grain can absorb about its own weight in water. The first wort drained out of the mash tun can be very concentrated (a specific gravity of 1.100 or Plato: 23.7˚), about the same as wine, but because so much of the sugar extract remains adhering to the husk and otherwise caught up in the grains, it has to be washed out. Washing out the extract dilutes the overall sugar content. So to keep the sugar concentration very high, a brewer has to forgo a lot of potential sugar, at least half and maybe more (although this can be washed out separately as used as a second low abv beer). So the first reason why brewers don’t choose to make beer as strong as wine is that if they do, it means they either waste money or make a very weak beer as a complementary product. Maybe this consideration is not decisive.
In terms of a mass balance, it might go like this. 1kg of malt contains 800g of soluble extract of which roughly ⅔ is fermentble or 53% of the original mass (530g). To dissolve the extract, 2kg water is mixed with the malt. The malt absorbs half the water so only 1 litre is collected. This wort is very concentrated, about 24˚P, or a specific gravity of 1.100. So it weighs 1.1kg and contains 24% extract by weight, or 264g. But not all this extract is fermentable. It represents 264/800 equals 33% of the total soluble material and contains 50% of the available fermentable sugar.
The dissolved but unfermentable extract is mostly carbohydrates and sugars too complex to be broken down by yeast (dextrines) although significant amounts of protein are also present. Dextrines could comprise as much as 15% of the soluble extract. These are pleasant and contribute mouth feel in beer. However, a beer brewed to be as alcoholic as wine still has this extra body not present in wine and tastes cloying and syrupy.
That’s basically it. Beer can be as strong as wine, but it is wasteful to make it that way and it doesn’t taste nice when it is.
Despite being a brewer now by profession, I still brew beer at home because it’s fun and it helps me get to know different ingredients better. But how much does it actually cost.
First there is the cost of ingredients. I aim to produce 10 litres of beer each time. The amount of malt I use for this varies depending on the sort of beer I’m going for but my last brew used about 2.15kg of malt. My homebrew shop charges €2.21 for this. I use 4g of gypsum at €9/kg, and 2g of calcium chloride at €8/kg to harden my brewing water (5.2c). I use 1g brewtan in the mash and 1g in the boil at €34/kg (6.8c). I use 1g of kettle finings at 5c/g (5c). I use 1pk of yeast at around €3/pk. And I use about 50g of hops at €40/kg (€2). Altogether that comes to €7.38
Now let us calculate the costs of the process. I give my time for free. I also charge nothing for the “quality control” that comes later!
We pay 15.87 cents + VAT at 13.5% = €0.1801245 per kWh for electricity. I will neglect the standing charge because we pay that whether or not I brew beer at home.
We pay 4.61 cents + VAT at 13.5% = €0.0523235 per kWh for gas. likewise neglecting standing charge.
I draw hot water from the tap at 55˚C. The temperature of our incoming water feed is 16˚C at this time of year so our condensing boiler has done the first part of heating for me. I don’t know how efficient my condensing boiler is, but according to wikipedia a typical rating would be 90%.
I used 5.375 litres of water to mash in (2.5:1 liquor to grist ratio). Assuming 1 litre weighs 1kg and that water has a specific heat capacity of 4.2kJ/kgC, then my condensing boiler has to put in (55-16)x 5.375 x 4.2 /90% = 978.25 kJ or 0.2717361kWh work = €0.014
I heat my mash water on the gas stove. According to this link, stove top heating is about 70% efficient. The water is heated from 55˚C to a strike water temperature of 75˚C for mashing in. (5.375kg x 4.2kJ/kgC x 20˚C /0.7% = 645kJ =€0.0094
I boil the jug three times and add it to my mashtun and swish it around to heat it up before adding the hardened brewing water. 1.5 litres x 3, heated from 16˚C to 100˚C in an electric kettle which is 100% efficient is: 4.5kg x 4.2kJ/kgC x 84˚C = 1587.6kJ =0.441kWh = €0.08.
I aim for 15 litres of wort in the kettle, and I assume 1 litre of water will be absorbed by the malt, so I need 15 + 2.15 = 17.15 litres of water altogether and I’ve already heated 5.375 litres so I need to heat another 11.775 from 16˚C first to 55˚C in the condensing boiler and then to 80˚C on the stove. This comes to 3909.3kJ = €0.057.
During my last brew, I boiled the 15litres of wort down to 9 litres in my electric boiler. This was a bit over kill. I was aiming for a post-boil volume of 12 litres. Here I’m trying to find a compromise between giving the hops enough time to isomerise, which needs a minimum of a 30 minute boil, and getting enough evaporation to drive off smelly sulphur vapours. The latent heat of evaporation of steam is 2260kJ/kgC. I’m going to assume my electric brew kettle is 100% efficient too because I keep the elements clean and they are submerged directly in the wort. The 15 litres were collected at a temperature of 70˚C so I first had to heat them up to boiling point. So I used 6kg steam x 2260kJ/kgC + 15kg wort x 4.2kJ/kgC x 30C = 15450kJ = 4.29kWh = €0.77
We don’t pay for water, but Dot doesn’t like me wasting water so I freeze plastic drink bottles full of water and add them to the wort to cool it down. I use about a kg of this. The latent heat of fusion for water is 333.55kJ/kgC so 333.55kJ. (Plus at this time of year, my incoming water temperature is so high (16˚C) that it would take forever to cool the wort down to 18˚C. Heat exchangers work best when the difference in temperature is great. I still do use a heat exchanger to cool my wort, but I don’t try to cool it all the way to pitching temperature this way). I’m not sure how efficient my freezer is. If it was 100% efficient, creating 1kg ice from 1 kg 16˚C tap water would be 1kg x 4.2kJ/kgC x 16˚C + 333.55 = 400.75kJ, or €0.02.
I don’t use any temperature control on my fermentations because I don’t have the set up for that yet. So fermentation is free!
TOTAL COST for 10L of beer = €8.33
How could I save money? Although the electric boil only costs 77c, it’s easily the biggest process cost. Gas is much cheaper than electricity, so I should swap to doing all my heating with gas, even though it is less efficient. I would need a bigger pot for the stove to be able to boil sufficient quantities without it spilling over and making a mess. I could put the hops in a separate pot on the stove and boil them in 2kg of water for an hour and add it back in at the end. This would give me better hop utilisation because tap water has a higher pH than wort. It would also help my precipitate protein in the boil, because hops are a natural antifoam (no hops means more foaming). But I’m not sure the result would be worth the extra trouble, because the kind of hop bitterness produced by boiling hops at a higher pH is supposed to be harsh and astringent. Still, I could perhaps reduce the amount of bittering hops I needed by about half. And I’d save on the costs of boiling because I’d not need to boil the full mass of wort for as long. Maybe I’d only require 55-60% of the heating requirements and be able to meet some of that requirement using a cheaper form of fuel. It would also allow me to shorten the brewday somewhat, because I could overlap the boiling of the hops with the mashing, so when it came to the proper boil later it would be a shorter time.
The raw material costs are the biggest component by far, notably yeast. I can’t avoid this cost, because one of the things I am particularly interested in is trying out lots of different yeast strains. But being able to drop the cost of yeast would reduce costs significantly.
Also, hops are an expensive component. I can’t really avoid this cost either despite the fact that I actually have some hops growing in the back yard, because as before experimenting with different hop varieties is part of the point.
Where Q is the heat required in (kilo)joules M is the mass in kilograms, Cp the specific heat of beer in (kilo)joules/kilogram-kelvin and ΔT is the change in temperature in kelvin. In practice, you can do the temperatures in celsius and the mathematics is the same. And it doesn’t matter if you give the specific heat, Cp, in kilojoules or joules as long as you do the heat Q consistently. The specific heat of beer is 4.05 kilojoules/kilogram kelvin
For example, if you have some cans of beer that you want to cool down in the fridge, you multiply the mass of beer in kilograms by 4.05 and by the temperature drop in celsius and that gives you the amount of heat to be removed by your fridge.
This is the formula you use when determining the power requirement for a cooling system for crash cooling beer in fermenters after the fermentation is finished.
Another formula is used to express the heat created through fermentation, which is an exothermic process. It is ultimately glucose that is consumed in fermentation as maltose is broken down into glucose by the yeast first. The amount of heat produced in the reaction(s) that convert(s) glucose into ethanol and further yeast metabolism has been estimated at 219 kilojoules per mole, which is 1.217kJ/gram (Briggs et al. Brewing Science and Practice, 2004, section 14.2.3). We need to estimate the quantity of glucose to be fermented.
Volume of wort in litres (V)
Specific gravity 20/4 of wort (or the density of wort which is numerically the same).
degrees Plato of wort
Estimated percentage of fermentable extract % —not all the extract is fermentable. Dextrines, proteins, beta-glucans etc are not fermentable by most yeasts. Briggs et al use the value 75% for an average fermentability of wort. Kunze and Narziß estimate closer to two thirds fermentability during primary fermentation.
Fermentable Extract (kg) = Plato/100 x Volume x Specific gravity 20/4 x fermentability%
Q = Fermentable Extract (kg) x 1217 (kJ/kg).
This estimate is actually twice as much as Kunze and Narziß provide.
Narziß states (Abriss der Bierbrauerei,7/e 2005, p.219f) that fermentation produces 570kJ/kg glucose fermented and recommends 780kJ cooling capacity per hectolitre fermenting wort per day, with a peak demand requirement of 2.5 kg extract per hectolitre per day 1465kJ). Cooling surface area should be 2 to 2.5 meters squared per 100 hl. Narziß puts the cooling requirements of ales at 1880kJ/hl day with a peak demand of 4.5kg extract. Cooling fluid shouldn’t ever be cooler than -4˚C to prevent beer freezing on the sides.
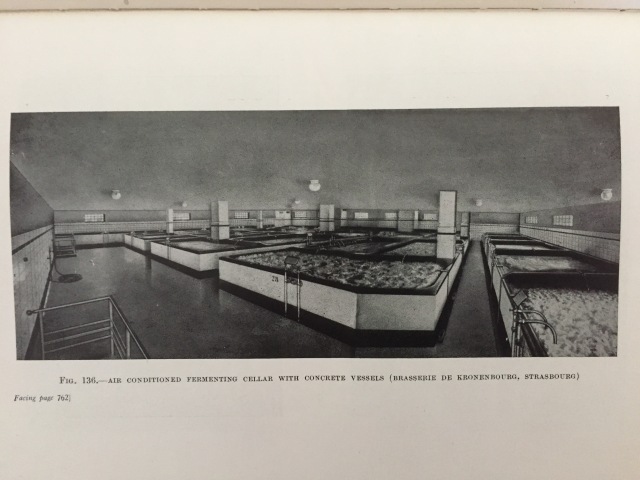
I’ve been reading about old-fashioned open fermenters lately and I think they are due a come back in the microbrewery world.
Open Fermenters at Kronenbourg (H Lloyd-Hind, brewing Science vol 2. 1940, p.763)
The downsides of open fermenters for big breweries are:-
They need to be cleaned by people. People are expensive. People don’t consistently do a good job of cleaning and fermenters are full of dangerous CO2 gas.
Open fermenters make it hard to collect CO2, which is a wasted resource.
Open fermenters are more subject to infection, because they are harder to clean, and because they are open to the atmosphere, which means there is greater potential for lost product.
Yeast collection (for bottom fermenting yeasts) is harder.
Open fermenters need to be housed in an air-conditioned room, whereas closed fermenters can be sited outside.
Collectively, these downsides mean that there is no way a large brewery would opt for open fermenters now. They simply aren’t efficient enough.
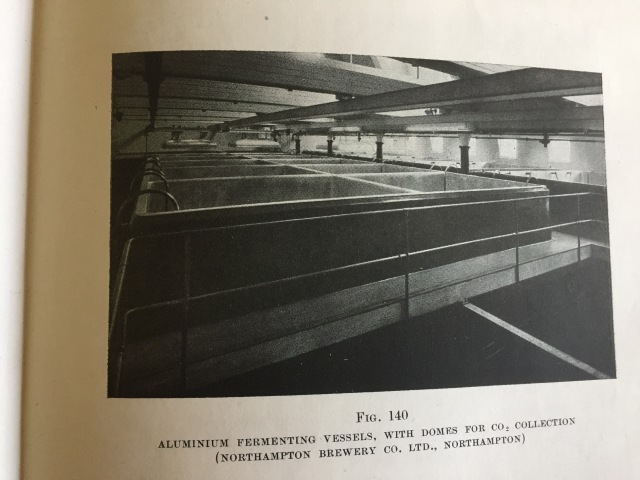
Open fermenters at Northampton brewery (H lloyd-Hind, Brewing Science vol. 2, 1940, p.764)
Most, perhaps all, microbreweries seem to have accepted that closed, vertical, cylindroconical fermenters are the way to go. They have the following advantages:-
They take up less floorspace in proportion to their volume. Vertical dimensions mean efficient convection currents inside tank
They can be CIP’d.
They can be used as fermentation and storage/lager tanks.
They make it easy to collect yeast of any kind.
They can be bunged to allow the beer to build up natural carbonation.
The CO2 produced in fermentation can be collected (e.g. it is possible to purge an empty tank with CO2 produced by an active fermentation simply by connecting the headspace of the fermenting tank to the bottom of the receiving tank, perhaps bubbling through sanitiser on the way to ensure no infection carries over this way).
Completely closed system makes it easier to manage multiple different strains of yeast.
Completely closed system helps to satisfy supermarkets’ Global Food Standards requirements.
That said, CCVs are dangerous in their own way. They quickly get very tall, which means you are working at height when you add finings or dry-hops to them (or else you need special equipment to fire the additions in). This can be really dangerous. I once had a nasty accident at the top of a ladder adding dry-hops to a beer at the end of fermentation when the beer had a lot of CO2 in solution. The surface of the beer began to swirl and as if it was about to come to the boil and then a huge wave of CO2 came out of the tank and cascaded over me. I couldn’t breathe. I heard rushing in my ears and began to see stars. I stumbled down the ladder quickly before I passed out, but I easily could have fallen off the ladder. When there’s too much CO2 in solution the beer can geyser out of the fermenter as in this video.
Open fermenters at Northampton Brewery (H Lloyd-Hind, Brewing Science, vol. 2. 1940 p.765).
What are the advantages of open fermenters.
High surface area in proportion to their volume leads to an efficient purging of volatiles. No “egg salad” beer.
Easy to see what’s happening to the beer and to monitor it.
Shallowness of fermenters lends to a rapid settling time and promotes beer clarity.
Easy to collect top-fermenting yeast (by skimming)
Easy to dry-hop and fine beers.
Open fermenters can be cooled either by cooling panels in the walls or by cooling pipes submerged in the beer.
It is worth noting that open fermenters used to be how everyone used to do it. Even lager breweries. Beer can be carbonated naturally by moving beer before it has completely fermented out into a closed tank. Open fermenters can be given hoods that will direct the CO2 somewhere for collection. Yeast can be cautiously scraped from the bottom of the FV and washed or made into a slurry with fresh cold water and collected after the beer has been moved.
Open fermentation, however, can only be carried out commercially successfully if the fermentation cellar is adequately air-conditioned. There needs to be regular refreshing of the air because the CO2 produced from fermentation can rapidly become toxic. Wikipedia currently puts the content of co2 in the air at 0.04%. The safe operating maximum is 0.5%, or for brief periods up to 1.0% (Kunze Technology: Brewing and Malting 5/e 2014, p.553). It can easily go above these levels in closed rooms. The air needs to be cool and dry and preferrably filtered. The room can’t have any overhead pipes that might serves as dust traps or places where drips might form. The floor has to be easy to clean and the walls and floor of the room and the sides of the fermenters should be smooth.
There’s a nice video and some photos of open fermenters in use at Edinburgh’s Caldonian Brewery here.
In the previous post, I tried to say why I think the UK beer consumers’ organisation CAMRA is right to stay focussed on cask ale. I more or less said that cask ale is special and distinctive and I want to take this post to try to spell out in more detail what makes it unique.
CAMRA’s definition of real ale is
live unpasteurised beer that is served from the vessel it was finished in without CO2 dispense gas. [link]
This definition talks about both the liquid and the way it is dispensed. As far as I know, it is the only craft-beer-concept that makes specific reference to how the beer is dispensed.
Unlike the American definition of craft beer, CAMRA’s definition does not specify an upper limit on how big craft breweries can be.
Unlike the Italian definition, CAMRA’s definition does not specify that the beer is unfiltered. Real Ale may be filtered and then reseeded with fresh yeast prior to final packaging.
Unlike the German Reinheitsgebot, it does not specify the ingredients that may go into beer or the process aids that might be used to clarify it.
Why focus on dispense? Dispense seems like a secondary, incidental consideration.
To understand cask ale you have to understand about the physical consequences of the particular way cask ale is dispensed.
Because casks are not completely gas tight, the evolving CO2 is slowly released while the beer is in the pub cellar, so cask ale does not attain the degree of carbonation other beer does. (this is one way cask ale differs from bottle-conditioned beers, which are often highly carbonated).
Cask ale needs to be kept at cellar temperature because that is the coolest temperatures the yeast in the beer will stay active at. Cask ales are fermented with yeasts that prefer to work at slightly higher temperatures (18-23˚C… kinda like people).
Cask ale is packaged with a limited amount of fermentable material, and once it’s gone it’s gone, which means it will lose carbonation slowly once it’s opened and go flat (even flatter). This limits the shelf-life. No one likes beer that is completely flat.
As the cask is emptied, air is drawn into the cask, which means the flavours can develop over time. Unless the cask is consumed in reasonable time, however, the air can lead to infections or staling.
Now a sceptic might say, “Well, if all that bad stuff happens, why would you want to keep such a poor and unsatisfactory mode of dispense?”
The simple answer is that those consequences of cask dispense create something that is really quite nice. The gentle carbonation and the slightly warmer serving temperature bring flavours out of the beer that you would otherwise miss. The best examples of cask ale have an incredible complexity and character. It doesn’t suit every beer, which is why I think it deserves to be thought of as a style in its own right.
Cask ale is different because the peculiarities of its dispense give it an social-institutional dimension none of the other kinds of craft beer have. It’s still work in progress when it leaves the brewery. The role of the publican/cellarperson is almost as important as the brewer. One of the things working in breweries has taught me is that the costliness of mistakes increases the further through the production process you go. If you do something wrong on the brew day, you may lose the day and the price of the ingredients. If something happens to the batch after it’s fermented out, you’ve lost the brew day and the ingredients, but you also lost all the time it was in the tank as well. If you put the beer into bottles and then mislabel it so it cannot be sold, you’ve lost everything previous and then the cost of the bottles and the labour of bottling. If you have to recall something in trade, you have all the previous losses, plus the reputational damage, plus the cost of compensating others and so on. Because the cellarperson is the last person in the cask ale production chain their good judgment is important because their mistakes would be correspondingly costly (even if only restricted to a cask-sized portion of a batch and even if the publican has already paid the brewery for the liquid). The reputation of the brewery cannot escape unaffected if the cellarperson does a bad job.
Cask Ale is low-tech, not to say primitive. No refrigeration. No industrial dispense gas. It works with nature and accepts the limitations and boundaries imposed by nature. And it calls for experienced judgment in its manufacture and dispense making it craft beer in the best sense of the word.
[Important Caveat: I have been a CAMRA member for several years, but I have no official position in CAMRA and do not speak with any special authority. The above is just my opinion.]
It seems clear that whereas the definitions of OE ealu, medu, and win are much the same as the definitions of their derivatives, ealu being a malt-based alcohol, medu fermented honey and water, and win fermented grape-juice, OE beor was a drink made from honey and the juice of a fruit other than grapes, as the glosses ofetes wos and æppelwin suggest. (Old English Beor, p. 90).
I recently re-read Christine Fell‘s paper “Old English Beor” (from Leeds Studies in English, n.s. 8 (1975), 76-95) on the topic of the where the modern English word for beer comes from. Fell argues that Beor did not mean beer as we know it at all but was a sweet- tasting, highly intoxicating, drink made from honey and the juice of a fruit other than grapes. Martyn Cornell, following Fell’s work, suggests it’s ‘somewhere between possible and probable – that beór was, in fact, fermented apple juice.’ I don’t think that is true.
Two distinct but related questions.
In my opinion, there are really two distinct but related questions. The first is what was the substance called beor by the anglo-saxons, or what did beor mean? The second is where did the (modern English) word ‘beer’ come from? One scenario is that the substance called beor by the Anglo-Saxons was cider and that the word stopped being used this way after the Norman Conquest (in much the way French words like beef and mutton were borrowed into English). Then, when beer began to be imported into the UK from Holland, ‘beer’ came to be used for hopped ale to distinguish it from unhopped English ale.So there’s a etymological discontinuity between O.E. Beor and Mod. E. beer.
Another scenario is that O.E. beor and Mod. E. beer are etymologically continuous, and the modern English word is a direct descendant of the Old English word, even though the Old English word might have had a very different sense then. For example, in C.S. Lewis’s Studies in Words, he describes how the modern English word sad (meaning unhappy) derives from Old English sæd meaning full. Over time sæd changed its sense, acquiring the meaning heavy, and eventually by metaphorical extensions came to its present meaning. That it is in one sense the same word whose meaning has changed over time is established (as much as these things can be) by a series of quotes fromdifferent periods.
It seems to me that the existence of a body of quotes where the same word (making allowances for minor changes in spelling conventions) can be recognised over the course of hundreds of years is sufficient to show that the Mod. E. word beer comes from the O.E. word beor. The entry for beorin the Bosworth-Toller dictionary of Old English, starting with a quotation from the epic Beowulf poem of the late 5th century, is continued in the entry for bēr in the online Middle english Dictionary which has quotes starting around 1150AD then 1275, 1300, 1330, 1377-99, 1404-5, 1450, 1467, up to 1483.
But beor might have meant something totally different back then. Christine Fell looks at the context of where the word appears and the compound words it features in to build up information about its likely meaning and connotations. The first thing we notice is that Beor doesn’t occur nearly as much as ealu (ale), medu (mead), or win (wine). Also it’s more likely to occur in poetic rather than practical or functional contexts or compounds, which suggests it belongs to a different register (the same goes for medu but even more so). But belonging to a different register doesn’t mean they differ significantly in the sorts of thing they are words for. Horses sweat. Men perspire and women glow, after all.
The strongest evidence that beor meant something other than ealu/ealaþ in Anglo-Saxon times comes from the material gathered in Rev. Cockayne’s Leechdoms Wortcunning and Starcraft of Early England. On page 298 there is given a list of the relative weights of a measure of oil, ale, wine, beor, honey, butter, meal, and beans. Ale and beor have different relative weights so they cannot have been the same drink. The Leechdoms is a medical tract detailing various treatments and preparations for different conditions. Ale and wine are used more often than beor and as Christine Fell observes, when they occur together the instruction is to sweeten the win or ale but not the beor, indicating that the drink is already sweet enough. But was it already sweet enough because the drink was naturally sweet, or was it sweetened as a matter of course during preparation/serving?
Christine Fell notes that in the poetry of Old Norse, which is a relevant related language and which also has four words vin, öl, mjöðr, and bjórr (and mungát, which is apparently strong ale) the verb frequently used of mjöðr, and bjórr is blanda (to blend, mix) whereas öl is simply ‘called for’ (heita). Perhaps beor like bjórr was blended with something to sweeten it at serving. This might explain why the Leechdoms cautions against pregnant women and people suffering certain illnesses drinking it (because whatever it was mixed with might harm the baby).
Old Norse scribes writing in ca. 1200AD apparently glossed Latin mulsum as bjórr. This seems to identify it with mead. On the other hand if bjórr was a mixed drink, this would explain the otherwise puzzling reference to biorblandoðu vini in Elis saga, which Christine Fell discusses. This looks like it means beer-blended wine. But maybe it is wine blended like beer not blended with beer.
O.E. beor was also used as a gloss for Latin mulsum and for Latin Hydromellum (literally honey-water), both of which mean mead. Æppelwīn was also used as a gloss for hydromellum, perhaps because Isidore of Seville said hydromelum was made from water and apples (Etymologies, Book XX).
Maybe that should be the end of the matter: case closed. But I don’t find the evidence of the glosses conclusive because the glossing could be an act of interpretation, rather than of translation. It’s not like a medieval dictionary. The scribe could have been writing down what they thought the author meant, sort of ‘making-it-applicable-to-us,’ rather than what the word meant. At any rate, I don’t think you can say Æppelwīn = hydromellum = beor. Therefore, Æppelwīn = beor.
For all that the evidence from the Leechdoms and the glosses shows, beor could still have been a beer in the sense of an alcoholic drink produced by fermentation of sugars predominantly derived from cereals. Perhaps ealu is your low ABV lusty quaffer and beor is your high-starting-gravity high-finishing-gravity viscous and heavy sipper. Or beor was the hard to get prestige drink, perhaps, because it was kept for a long time before serving and was served with honey and spices. It might have been especially intoxicating not purely because of the alcohol content but because the spices might have been intoxicating.
All this is speculation, of course. But the speculation only has to show how textual evidence offered by Christine Fell can be made consistent with beor being something we would call beer in the general sense now (i.e. a cereal-based drink). The etymological continuity stretching from OE beor, through ME bēr, to ModE beer is the main point of the case.
Against the Cider Hypothesis
It seems to me that identifying beor with cider faces the following problems
Cider is not especially alcoholic. It has a usual starting specific gravity of 1.060-1.070 depending on the apples, which is more than ale usually is, but not very high and less than wine. And malt-based drinks, barley wines, have higher starting specific gravities. (Cider would have to be chaptalised with honey to get to something as potent as wine).
Cider is not especially sweet (unless it is blended with fresh juice or honey before serving). But if we’re talking about blending before serving, we might as well go with strong stock ale as a candidate for beor.
If the word beor meant something like cider/fruit wine/etc, there would be a etymological connection to fruit, but as far as I know there isn’t. (apparently there is a Norman French dialect word bére meaning cider, which could have been borrowed from the Old Norse word bior/bjórr if it meant cider, but there isn’t a demonstrated continuity there like there is in English, and it raises the question why, if the Norse settlers of France used an Old Norse word for cider when they lived in France (bjorr) AND contemporaneous Englishmen used a cognate word (beor) for cider, the Englishmen switched to a completely different word after the conquest.
There is an obvious word for cider in Old English already, namely win and more specifically æppelwin.
Random Curveball
If beor wasn’t cider and it wasn’t beer, it might be significant that OE beo meant bee, or perhaps it was fermented birch sap since we have OE beorc meaning birch.
The German word for beer
Da das Brauen von Bier (wie auch der Hopfenanbau) zuerst (seit 6./7. Jh.) nur in Klöstern betrieben wird, ist Herleitung von spätlat. biber ‘Trank’, zu lat. bibere ‘trinken’, zu erwägen. [link] (As brewing beer, like growing hops, was first carried out only in monasteries (from the 6th and 7th centuries) the derivation from late latin biber drink, from Latin bibere to drink, should be considered).
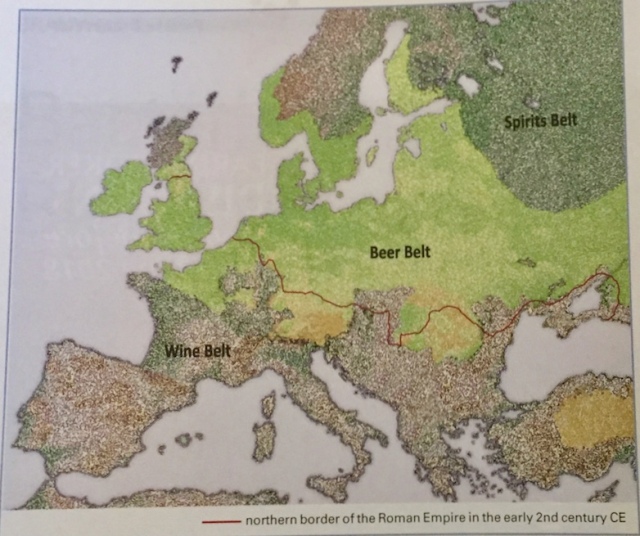
I find it puzzling that the etymology of the German word das Bier is supposed to derive from vulgar Latin biber to drink. Grapes don’t flourish in northern Europe and the peoples of northern Europe would have been drinking beer (that is alcoholic drinks fermented from sugars derived from cereals) since forever. Why would they have borrowed the word from Latin? The pagan German tribes were pre-literate so of course it’s only attested from the 6th and 7th centrury in monasteries.
Distribution of predominant alcohol varieties in Europe (from N & C McGregor, Brauwelt International 2018/ii, p.82)
According to Christine Fell, something clearly cognate with beor is present in all the West Germanic languages, but not Gothic. The part in the bible where it says John the Baptist drinks neither wine nor strong drink (Luke 1:15) Gothic has leiþu, which online dictionaries of Gothic give as strong drink (or, interestingly, cider or fruit-wine). But given the very restricted corpus of Gothic, perhaps that translation is arrived at purely on the basis that translates Greek σικερα.
While there is no attested word for beer, Gothic did seem to have a word beist, used to translate Greek ζυμε, that meant ‘sourdough’ or ‘leaven‘ i.e. a yeast starter, that is potentially connected with beor on semantic grounds given that r/s/z frequently frequently displace each other in languages—a sound change known as rhotacism and known to be missing from Gothic but present in the other Germanic languages .
My argument in summary:
There is an etymological continuity between Mod. E. beer and O.E. beor.
There is no demonstrated etymological continuity between O.E. beor and any vocabularly connected with apples.
There is pretty good evidence that beor and ealað were different drinks, but if beor was something like old stock ale blended and sweetened at the point of serving, it would fit the evidence too.
Why is it so difficult for most microbreweries to brew a nice lager? Some ideas
Microbrewers don’t always like and appreciate lager, so they aren’t motivated to get it right.
Microbreweries strive to be flexible and have a wide range of different beers, which means there is some pressure to use labour-saving and simplifying active dry yeast, which doesn’t necessarily give the finest tasting lager.
Microbreweries are typically young businesses and capital-constrained businesses, so they cannot afford to tie up tank farm capacity with long vessel residence times. The traditional rule of thumb (according to Wolfgang Kunze) is 1 week of fermenting and 1 week of conditioning for every degree Plato. 24 weeks for a single batch! I don’t think so.
Microbreweries tend to be built on the English model, not the German one (because it’s cheaper), so they have difficulty producing a suitable wort.
Here are some tips for making a better lager.
Start with very good malt. Use a well-modified ale malt and accept that the lager will have a slightly darker colour. This is no big deal. There are superb ale-coloured lagers e.g. Pilsner Urquelle (totally different process, mind you). The higher kilning temperatures of ale malt mean there will be less DMS (dimethylsulphide) precursor in the malt.
Pitch massive quantities of yeast. Either grow it up first or pitch twice the recommended amounts. This will give you good attenuation, and will allow you to get a vigorous and timely fermentation at lower temperatures. Proper lager fermentation temperatures are really low: The old-school cold fermentation recommended by Narziß starts at 6˚C and allows the fermentation to rise as high as 8˚C! 12˚C is the absolute highest temperature you should allow. Don’t leave the beer on the yeast longer than you have to. That’s bad for the head, especially with lots of yeast.
Use shallow open fermenters. These promote the purging and washing away of volatile sulphur aromas as well as the rapid settling of yeast. (Shallow fermenters also tend to reduce attenuation so plan for this in the mashing profile and with yeast choice.
Use measures to promote the coagulation and precipitation of protein in the brewhouse, for example ensuring boil pH is 5.1-5.2 (suggested by Kunze), boiling without hops initially, using tannic acid additions to coagulate proteins which aren’t otherwise coagulated by heat, using Irish moss or other kettle finings, and treating kettle wort with gypsum again. Run the wort into the whirlpool gently to avoid breaking up large flocs. Allow a longer wait in the whirlpool to give more settling time and to allow some hot wort oxidation will also promote clarity in the final product.
Use traditional hop varieties. It should look like beer, smell like beer, and above all taste like beer.
Boil away at least 10% evaporation.
How much actual lagering time the lager needs depends on how successful the measures to promote clarity and aroma in the brewhouse. The traditional purpose of lagering beer, according to De Clerck, is mostly clarification, carbonation and the removal of green beer aromas. Carbonation is taken care of in most microbreweries by forced carbonation with CO2. Clarification can be sped up by filtering and/or fining. This is what used to take so long because the protein-polyphenol complexes that cause chill haze are extremely small and settle extremely slowly. Tannic acid and colloidal silica treatments can encourage their precipitation, agglomeration and settling. Shallow tanks speed settling time because there is less distance for particles to fall. The removal of green beer flavour is mostly accelerated by doing as much as possible to avoid the sulphurous flavours in the first place. Look at the choice of malt and the choice of yeast strain and don’t ferment the beer under top pressure.
Pete Brown recently set out his reasons for being disappointed in CAMRA’s decision, taken at an AGM, to retain its focus on cask beer (and cider and perry) rather than all beer (and cider and perry). The text of the special resolution that fell short of the 75% majority required to be accepted was “2(e) to act as the voice and represent the interests of all pub- goers and beer, cider and perry drinkers;”, with only 72.6% in favour. The wording of the text doesn’t seem objectionable on the face of it, but it neglects to restrict the advocacy to drinkers of real ale, real cider, and real perry, so it was understood to involve broadening CAMRA’s remit beyond real ale.
The proposed change was part of a modernising project. CAMRA arose in opposition to mass-produced, sterile filtered, light-bodied and lightly hopped, very cold, very fizzy, virtually ubiquitous and indistinguishable lager. But in the current market there are lots of flavoursome and appealing beers that don’t meet CAMRA’s definition of real ale, that is beer containing live yeast and conditioned (continuing to ferment) in the container it’s dispensed from. In other words, an up-to-date CAMRA should support good beer in general and certainly all good beer from small independent microbreweries and not get fixated on the matter of beer dispense. It’s absurd to think that a batch of beer could be real ale in the tank at the brewery (if you tasted it there), then split and packaged separately into kegs, which are dispensed with external CO2 and are not real ale, and casks, which are dispensed with a hand pump and are. It’s the same beer.
But the absurdity is not absurd!
CAMRA makes an honourable exception for bottle-conditioned beers, and for unfiltered unpasteurised cider and perry, but the focus and animating principle behind CAMRA has always been cask dispense. ‘Real Ale’is really a kind of metonomy or shorthand way of referring not simply to the liquid but to a whole complicated set-up involving brewers, publicans and of course pub-goers. That is why CAMRA’s campaigns against the beer-tie and for community pubs were a natural part of its remit. You cannot have ‘real ale’ without pubs, not really. And bottle-conditioned beers don’t cut it.
‘Real Ale’ is an instance of metonomy, specifically synecdoche, referring to a whole through referring to a part, just like saying ‘King Joffrey can muster a thousand spears’ when you mean he can muster a thousand soldiers. ‘Real ale’ really means ‘cask ale’ and it really means the liquid and the apparatus that dispenses it and the breweries and pubs that sustain it.
Cask ale as an institution really is something different from the rest of the “craft beer” thing. Here in Ireland we have a small but rapidly growing craft beer scene and it’s part of the same international cultural movement that has seen people tire of pretty generic and characterless lager brewed by multinationals. Craft beer in Ireland, NZ, Australia, Canada and the US has plenty of good examples (and also some bad). But it’s not really the same as the cask ale thing in the UK.
Cask ale is almost like a style of beer to itself, except that its defined by the processes of production and dispense rather than by the ingredients. When the ‘same’ beer is served on cask and on keg, does it taste the same? Is the experience really the same? Of course not. The cask beer is a handful of degrees warmer, and the beer has less carbonation, and the beer may have started to oxidise. These things all influence the experience. The keg version may have a haze lacking in the cask version. But really, the ‘same beer’ shouldn’t be served on cask and in keg. A good brewer will optimise recipes for their method of dispense. Especially the amount of carbonation in the beer is not a separate thing from the beer. Volumes of CO2 in solution is a recipe choice just as much as the choice between Saaz hops and Centennial hops, or between Nottingham yeast and W34/70.
Because cask ale is an institution that involves pubs as much as it involves breweries, it’s really hard if not impossible to introduce it into a community that doesn’t have it. There aren’t the customers to sustain the short shelf life of cask beers and the brewery’s reputation is in the hands of publicans who may or may not have the training to ensure the beer reaches the public in a fit state. Too many risks to make the economics work out. It’s almost more important that CAMRA focusses specifically on the dispense side of what makes cask ale what it is because breweries could change from cask production to keg production (and vice versa) pretty easily, whereas cask cellarmanship is a particular set of practices and know-how specific to cask beer.
If we see cask ale as an institution, and as something like a certain style of beer, and something that could die out and would be near impossible to resurrect if it did die out, then it seems OK to have a consumer group that retains that focus. Craft beer in general is a thoroughly good thing, but it would be a very real loss to beer culture in the UK if it lost cask beer.
I started writing this post a year ago when I was about six months into a new job. We had dreadful problems filtering beer for sale and very slow lauter times. I didn’t get round to finishing the post then, but we turned the problems around so I thought it might be helpful to anyone in a similar predicament to hear what we did.
The description of the problem.
The problem was basically two fold: It took forever to filter beer to remove chill haze, and it took forever to lauter the wort. Chill haze is a mild form of turbidity that forms when different compounds are precipitated out of the beer by cold temperatures and adhere together forming tiny particles. We had to filter one or two beers we brewed on contract and our own lager. A three thousand litre batch would take all day to filter despite the fact that the filter was rated for 3000 litres per hour. Some of the time was just setting the filter up and cleaning it down at the beginning and end of the work, but the time in the middle was dire. “lautering” is the process of separating the husks and other undissolved matter from the sweet wort after mashing. When it came to lautering, if we got the wort out in 3 to 3.5 hours we were slapping each other on the back and giving each other high fives. We were staggering our starts because it took about 10.5 hours for a single brew. Everyone was exhausted.
Kettle and lauter tun
Lauter times
They say problems in the tank farm usually have their origin in problems in the brewhouse so I’ll talk about that first.
Although we had a really top notch 30hl Kaspar-Schulz brewhouse, we were running it on a manual basis because the automation program hadn’t been installed. The brewery was purchased second hand and the original automation program couldn’t be installed when the brewery was put it in. The local electricians weren’t up to the job and many of the wires connecting the sensors to the plc were connected wrong. The plant was capable of excellent lauter performance, but we weren’t using it correctly. We subsequently got our lauter run off time down to less than 90 minutes, so that shows what it was capable of.
Inside the lauter tun
We did a number of things to try to improve lauter performance. We opened up the mill settings to produce a coarser crush in the hope that this would provide a better filter bed. We tightened the mill settings to produce a finer crush (because opening the mill hadn’t helped—maybe unmodified gelatinised starch adhering to the husk was settling at the bottom of the tun and forming a layer of impermeable gunk).
We seemed to run the first worts off too quickly so we started slowing that right down. We would run off only with gravity and then throttle the flow in addition to that. But still it didn’t really help. We would eventually have to underlet and smash up the grainbed with the rakes and then recirculate for ages, which would compact the bed again, or let cloudy wort through to the kettle.
The bed was always pretty dense and settled like a slab on the base of the lauter tun. It seemed like every mash was a stuck mash.
The beginning of the solution was changing how we operated the mashtun/kettle. The kettle had paddles in the bottom to prevent the mash burning on to the base of the kettle during heating up between the various rests. We used the paddles at full speed when we mashed in to ensure there were no dough balls and to obtain and even heat throughout and full-speed while we were heating, but we continued to paddle at half-speed during the rests/stands. When we stopped doing this, the mash remained more buoyant when we transferred it to the lauter tun. It still settled on the base of the tun, but it had a certain buoyancy that had been missing.
The next change was in raking behaviour. We had played around loads with the rakes adjusting the height at which they operate and their speed but couldn’t settle on the right regime. Eventually we hit on it. We completely ignored the height adjustment and left the rakes at the bottom of the tun. The reason for this was that plenty of lauter tuns are actually designed with rakes set at a fixed height, so the height at which they operate couldn’t be very significant. The speed adjustment was important. We set the speed to one revolution every two minutes. This wasn’t enough by itself. The break-through was stopping the run off during raking. Running off during raking must pull fine particles lower and lower into the bed. Raking by itself served to loosen the bed without sending the fine particles to the base of the tun.
Once we discovered this, and obviously it would have been built into the original automation programme, we could speed up running off the first worts. We would run the first worts off in 25 minutes or so, add some sparge water and then rake to loosen the bed again, and begin running off after the raking had restored the pressure difference across the bed, as measured by two sightglass tubes, to near equality. I’m convinced here that the critical development was not running off while we were raking.
It all seems so simple now, but it took us a long time to identify the decisive measures while we were struggling because there were so many possible things that could have played a part. Different malt bills were certainly relevant, with the lighter beers being easier to manage than the darker ones. There seemed to be recipes that were particularly bad and we experimented with using malts from different manufacturers and even changing the recipe completely (leaving only the final colour the same). It took such a long time to get feedback regarding any change. Raking in the wrong way can do lots of damage to the lauter performance, but you don’t discover this until the damage is already done.
Chill Haze filtration
There can be a number of reasons why you may have trouble filtering beer. We had a filter skid set up with a 3 micron, 1 micron and 0.5micron sequence of ever tighter filter cartridges to yield a virtually sterile product. The tighter cartridges could be bypassed if we only wanted to filter out yeast. The 3.0 micron was only nominally rated, meaning that some particles smaller than 3.0microns could pass the filter (just not very many). The 1.0 micron and 0.5 micron cartridges were absolute ratings (nothing smaller than the rated size should be able to pass through).
We occasionally had problems with the 3.0 micron filter but generally did not. If we fined the beer and moved it into a dish-bottomed conditioning tank before filtering, then we had no problems. Filtering straight out of a CCV caused problems when a large plug of yeast would dislodge itself and get sucked into the filter housing and then block the filter cartridge immediately.
The 1.0 filter was there to protect the 0.5 micron filter. It did its job very well and we hardly ever had to change the 0.5 micron cartridges. The 1.0 micron filter always blocked. We wondered if it was yeast passing the 3.0 micron filter so we put 2.0 micron cartridges in before the 1.0 micron to see if that would make a difference, but it didn’t help. So the haze creating particles were smaller than 2 microns but bigger than 1.
They say problems in the tank farm are almost always traceable back to problems in the brewhouse and it sort of was that way for us too. We noticed that certain recipes never gave us any trouble filtering so we looked what they had in common and they all involved a low-mashing in temperature and a protein rest. As a result of this, we introduced a number of steps to reduce the amount of protein in the finished beer. We mashed in at 45˚C (to allow some beta-glucanase activity) and then heated through to the saccharification temperature at 62˚C, and then a starch rest at 72˚C, and then mash out temperature of 78˚C. This didn’t involve a protein rest as such, but gave the proteases scope to work. (We were mindful that we did not want to degrade the proteins responsible for beer foam too much as the boss had a very strong preference for good foam on beer). We also brought the mash pH more under control. The best lauter performance seemed to be at around pH 5.4. The feeling was that if the lautering goes easily that will be better for filtering as well because the wort will already be cleaner. We boiled for 15 minutes prior to adding hops to get lots of foaming in the kettle. We slightly increased the amount of kettle finings we used and we changed the way we transferred the kettle contents to the whirlpool to avoid breaking up large protein flocs. Finally, we started using a colloidal silica solution in the conditioning tank when the beer was cold. of these measures, I believe the protein rest/low mash in temperature made the biggest difference.
There were a couple of cul de sacs. Adding Brewtan B, a solution of tannic acid, to the mash or to the boil did not seem to help much. It could be however that it had a positive effect but for some unrelated reason this was cancelled out by something else. You have to remember that we were still producing beer at a very hectic pace throughout this time and there was a gap between brewdays and filtering days and so day-to-day demands on our attention meant it wasn’t always easy to relate what we were seeing in one part of the brewery to what had happened a couple of weeks ago somewhere else. We had loads of problems with our tank farm cooling so we always seemed to be lurching from one problem to another. That got sorted in the end. Buíochas le Dia.
Happy Ending
It’s incredibly satisfying when you feel you have solved a problem in the brewery. It’s such a complex operation and so interconnected that you can never really take an off-the-shelf solution from what you’ve read or found elsewhere. I was lucky to have a number of really quite eminent brewing scientist friends who could be called on to help me understand the problems but no one was able to just walk in and diagnose and treat the problem straight-away. You have to know the brewery equipment fairly intimately. Even purely physical things like vessel dimensions and materials, agitator speeds, pump types, pipework, heating capacity can make a difference, to say nothing of the chemistry of the different processes. But it all serves to make you feel even better when you do finally get it right.